










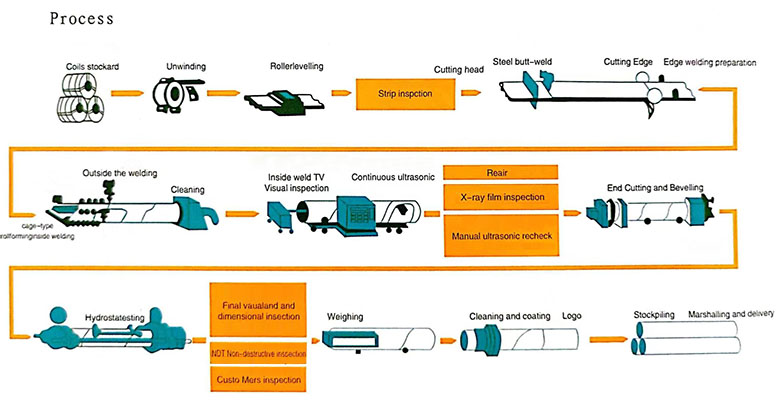
Biztos lehet benne, hogy Pengfa SSAW spirálhegesztett acélcsövet vásárol gyárunkból, és mi a legjobb értékesítés utáni szolgáltatást és időben történő szállítást kínáljuk Önnek. A spirálcsövek gyártásához acéllemez krimpelés szükséges. A hagyományos acéllemez krimpelés ide-oda préselődik két lemezgörgő között. Az így előállított acélcső felülete egyenetlen, és nagy a minőségi problémák. A probléma megoldása érdekében az acélcsövek gyártása általában háromhengeres hajlítógépet használ az acéllemez hengerléséhez. Ennek a gépnek a gyors tekercssebesség, a kis hajlítási sugár és a késztermékek kiváló minősége az előnyei, ami nagymértékben javítja a spirálacél cső gyártási hatékonyságát.
Professzionális gyártóként szeretnénk Önnek Pengfa SSAW spirálhegesztett acélcsövet kínálni. A cső többféle méretben és vastagságban kapható, és úgy készül, hogy megfeleljen a különböző nemzeti és nemzetközi szabványok követelményeinek, beleértve az American Petroleum Institute (API) 5L szabványt, amely meghatározza az olajban és gázban használt vezetékcsövekre vonatkozó követelményeket. ipar. Az SSAW spirálhegesztett acélcső rendkívül tartós és ellenáll a korróziónak, így alkalmas zord környezetben való használatra. Könnyen telepíthető és karbantartható, és hosszú élettartammal rendelkezik, így számos alkalmazáshoz költséghatékony választás.
|
Átmérő |
mm Átmérő |
mm falvastagság |
Kg/m Egyetlen súly |
(mpa) Minimális próbanyomás |
||||
|
A L210 |
B L245 |
X42 L29 |
X46 L320 |
X52 L360 |
||||
|
20" |
508 |
5.6 |
69.38 |
2.8 |
3.2 |
5.8 |
6.3 |
7.1 |
|
6.4 |
79.16 |
3.2 |
3.7 |
6.6 |
7.3 |
8.2 |
||
|
7.1 |
87.70 |
3.5 |
4.1 |
7.3 |
8.1 |
9.1 |
||
|
7.9 |
97.43 |
3.9 |
4.6 |
8.1 |
9.0 |
10.1 |
||
|
8.7 |
107.12 |
4.3 |
5.0 |
8.9 |
9.9 |
11.1 |
||
|
9.5 |
116.78 |
4.7 |
5.5 |
9.8 |
10.8 |
12.1 |
||
|
10.3 |
126.41 |
5.1 |
6.0 |
10.6 |
11.7 |
13.1 |
||
|
11.1 |
136.01 |
5.5 |
6.4 |
11.4 |
12.6 |
14.2 |
||
|
11.9 |
145.58 |
5.9 |
6.9 |
12.2 |
13.5 |
15.2 |
||
|
12.7 |
155.12 |
6.3 |
7.4 |
13.1 |
14.4 |
16.2 |
||
|
14.3 |
174.10 |
7.1 |
8.3 |
14.7 |
16.2 |
18.2 |
||
|
15.9 |
192.95 |
7.9 |
9.2 |
16.3 |
18.0 |
20.3 |
||
|
24" |
609.6 |
6.4 |
95.26 |
2.6 |
3.1 |
5.5 |
6.0 |
6.8 |
|
7.1 |
105.56 |
2.9 |
3.4 |
6.1 |
6.7 |
7.5 |
||
|
7.9 |
117.30 |
3.3 |
3.8 |
6.8 |
7.5 |
8.4 |
||
|
8.7 |
129.00 |
3.6 |
4.2 |
7.4 |
8.2 |
9.2 |
||
|
9.5 |
140.68 |
3.9 |
4.6 |
8.1 |
9.0 |
10.1 |
||
|
10.3 |
152.32 |
4.2 |
4.9 |
8.8 |
9.8 |
11.0 |
||
|
11.1 |
163.93 |
4.6 |
5.3 |
9.5 |
10.5 |
11.8 |
||
|
11.9 |
175.51 |
4.9 |
5.7 |
10.2 |
11.2 |
12.6 |
||
|
12.9 |
187.06 |
5.2 |
6.1 |
10.9 |
12.0 |
13.5 |
||
|
14.3 |
210.07 |
5.9 |
6.9 |
12.2 |
13.5 |
15.2 |
||
|
15.9 |
232.94 |
6.6 |
7.7 |
13.6 |
15.0 |
16.9 |
||
|
30" |
762 |
6.4 |
111.20 |
2.3 |
2.6 |
4.7 |
5.2 |
5.8 |
|
7.1 |
123.24 |
2.5 |
2.9 |
5.2 |
5.8 |
6.5 |
||
|
7.9 |
136.97 |
2.8 |
3.3 |
5.8 |
6.4 |
7.2 |
||
|
8.7 |
150.67 |
3.1 |
3.6 |
6.4 |
7.0 |
7.9 |
||
|
9.5 |
164.34 |
3.4 |
3.9 |
7.0 |
7.7 |
8.7 |
||
|
10.3 |
177.98 |
3.7 |
4.3 |
7.6 |
8.3 |
9.4 |
||
|
11.1 |
191.58 |
3.9 |
4.6 |
8.1 |
9.0 |
10.1 |
||
|
11.9 |
205.15 |
4.2 |
4.9 |
8.7 |
9.6 |
10.8 |
||
|
12.7 |
218.69 |
4.5 |
5.3 |
9.3 |
10.3 |
11.6 |
||
|
14.3 |
245.68 |
5.1 |
5.9 |
10.5 |
11.6 |
13.0 |
||
|
15.9 |
272.54 |
5.6 |
6.6 |
11.7 |
12.9 |
14.5 |
||
|
32" |
812.8 |
6.4 |
127.30 |
2.0 |
2.3 |
4.1 |
4.5 |
5.1 |
|
7.1 |
141.10 |
2.2 |
2.6 |
4.6 |
5.0 |
5.7 |
||
|
7.9 |
156.84 |
2.4 |
2.9 |
5.1 |
5.6 |
6.3 |
||
|
8.7 |
172.56 |
2.7 |
3.1 |
5.6 |
6.2 |
6.9 |
||
|
9.5 |
188.24 |
2.9 |
3.4 |
6.1 |
6.7 |
7.6 |
||
|
10.3 |
203.88 |
3.2 |
3.7 |
6.6 |
7.3 |
8.2 |
||
|
11.1 |
219.50 |
3.4 |
4.0 |
7.1 |
7.9 |
8.8 |
||
|
11.9 |
235.09 |
3.7 |
4.3 |
7.6 |
8.4 |
9.5 |
||
|
12.7 |
250.64 |
3.9 |
4.6 |
8.2 |
9.0 |
10.1 |
||
|
14.3 |
281.65 |
4.4 |
5.2 |
9.2 |
10.1 |
11.4 |
||
|
15.9 |
312.54 |
4.9 |
5.7 |
10.2 |
11.3 |
12.7 |
||
|
36" |
914.4 |
6.4 |
143.24 |
1.8 |
2.1 |
3.7 |
4.0 |
4.5 |
|
7.1 |
158.79 |
2.0 |
2.3 |
4.1 |
4.5 |
5.0 |
||
|
7.9 |
176.52 |
2.2 |
2.5 |
4.5 |
5.0 |
5.6 |
||
|
8.7 |
194.22 |
2.4 |
2.8 |
5.0 |
5.5 |
6.2 |
||
|
9.5 |
211.90 |
2.6 |
3.1 |
5.4 |
6.0 |
6.7 |
||
|
10.3 |
219.51 |
2.8 |
3.3 |
5.9 |
6.5 |
7.3 |
||
|
11.1 |
247.15 |
3.1 |
3.6 |
6.3 |
7.0 |
7.9 |
||
|
11.9 |
264.72 |
3.3 |
3.8 |
6.8 |
7.5 |
8.4 |
||
|
12.7 |
282.27 |
3.5 |
4.1 |
7.3 |
8.0 |
9.0 |
||
|
14.3 |
317.27 |
3.9 |
4.6 |
8.2 |
9.0 |
10.1 |
||
|
15.9 |
352.14 |
4.4 |
5.1 |
9.1 |
10.0 |
11.3 |
||
|
17.5 |
386.88 |
4.8 |
5.6 |
10.0 |
11.0 |
12.4 |
||
|
Átmérő |
mm Átmérő |
mm |
Kg/m |
(mpa) Minimális próbanyomás |
||||
|
A |
B |
X42 |
X46 |
X52 |
||||
|
8,63" |
219.1 |
5.6 |
29.48 |
6.4 |
7.5 |
11.1 |
12.3 |
13.8 |
|
6.4 |
33.57 |
7.4 |
8.6 |
12.7 |
14 |
15.8 |
||
|
7.0 |
36.61 |
8.1 |
9.4 |
13.9 |
15.3 |
17.3 |
||
|
7.9 |
41.14 |
9.1 |
10.6 |
15.7 |
17.3 |
19.5 |
||
|
8.2 |
42.65 |
9.4 |
11.0 |
16.3 |
18.0 |
20.2 |
||
|
8.7 |
45.14 |
10.0 |
11.7 |
17.3 |
19.1 |
20.7 |
||
|
10,75" |
273.1 |
5.6 |
36.94 |
5.2 |
6.0 |
10.1 |
11.2 |
12.5 |
|
6.4 |
42.09 |
5.9 |
6.9 |
11.6 |
12.7 |
14.3 |
||
|
7.1 |
46.57 |
6.6 |
7.6 |
12.8 |
14.1 |
15.9 |
||
|
7.8 |
51.03 |
7.2 |
8.4 |
14.1 |
15.5 |
17.5 |
||
|
8.7 |
56.72 |
8.0 |
9.4 |
15.7 |
17.3 |
19.5 |
||
|
9.3 |
60.05 |
8.6 |
10.0 |
16.8 |
18.5 |
20.7 |
||
|
12,75" |
323.9 |
5.6 |
43.96 |
4.4 |
5.1 |
8.5 |
9.4 |
10.6 |
|
6.4 |
50.11 |
5.0 |
5.8 |
9.7 |
10.7 |
12.71 |
||
|
7.1 |
55.47 |
5.5 |
6.4 |
10.8 |
11.9 |
13.4 |
||
|
7.9 |
61.56 |
6.1 |
7.2 |
12.0 |
13.9 |
14.9 |
||
|
8.4 |
65.35 |
6.5 |
7.6 |
12.8 |
14.1 |
15.9 |
||
|
8.7 |
67.62 |
6.8 |
7.9 |
13.2 |
14.6 |
16.4 |
||
|
9.5 |
73.65 |
7.4 |
8.6 |
14.5 |
16.0 |
17.9 |
||
|
10.3 |
79.65 |
8.0 |
9.3 |
15.7 |
17.3 |
19.5 |
||
|
11.1 |
85.62 |
8.6 |
10.1 |
16.9 |
18.6 |
20.7 |
||
|
12.7 |
97.46 |
9.9 |
11.5 |
19.3 |
20.7 |
20.7 |
||
|
14.3 |
109.18 |
11.1 |
13.0 |
20.7 |
20.7 |
20.7 |
||
|
14" |
355.6 |
5.6 |
48.33 |
4.0 |
4.6 |
7.8 |
8.6 |
9.6 |
|
6.4 |
55.11 |
4.5 |
5.3 |
8.9 |
9.8 |
11.0 |
||
|
7.1 |
61.02 |
5.0 |
5.9 |
9.8 |
10.9 |
12.2 |
||
|
7.9 |
61.74 |
5.6 |
6.5 |
11.0 |
12.1 |
13.6 |
||
|
8.7 |
74.42 |
6.2 |
7.2 |
12.1 |
13.3 |
15.0 |
||
|
9.5 |
81.08 |
6.7 |
7.9 |
13.2 |
14.5 |
16.3 |
||
|
10.3 |
87.71 |
7.3 |
8.5 |
14.3 |
15.8 |
17.7 |
||
|
11.1 |
94.30 |
7.9 |
9.2 |
15.4 |
17.0 |
19.11 |
||
|
11.9 |
100.86 |
8.4 |
9.8 |
16.5 |
18.2 |
20.5 |
||
|
12.7 |
107.39 |
9.0 |
10.5 |
17.6 |
19.4 |
20.7 |
||
|
14.3 |
120.36 |
10.1 |
11.8 |
19.8 |
20.7 |
20.7 |
||
|
16" |
406.4 |
5.6 |
55.35 |
3.5 |
4.1 |
6.8 |
7.5 |
8.4 |
|
6.4 |
63.13 |
4.0 |
4.6 |
7.8 |
8.6 |
9.6 |
||
|
7.1 |
69.91 |
4.4 |
5.1 |
8.6 |
9.5 |
10.7 |
||
|
7.9 |
77.63 |
4.9 |
5.7 |
9.6 |
10.6 |
11.9 |
||
|
8.7 |
85.32 |
5.4 |
6.3 |
10.6 |
11.6 |
13.1 |
||
|
9.5 |
92.98 |
5.9 |
6.9 |
11.5 |
12.7 |
14.3 |
||
|
10.3 |
100.61 |
6.4 |
7.5 |
12.5 |
13.8 |
15.5 |
||
|
11.1 |
108.20 |
6.9 |
8.0 |
13.5 |
14.9 |
16.7 |
||
|
11.9 |
115.77 |
7.4 |
8.6 |
14.4 |
15.9 |
17.0 |
||
|
12.7 |
123.30 |
7.9 |
9.2 |
15.4 |
17.0 |
19.1 |
||
|
14.3 |
138.27 |
8.9 |
10.3 |
17.3 |
19.1 |
20.7 |
||
|
15.9 |
153.11 |
9.9 |
11.5 |
19.3 |
20.7 |
20.7 |
||
|
18" |
457.2 |
5.6 |
62.34 |
3.1 |
3.6 |
6.0 |
6.7 |
7.5 |
|
6.4 |
71.12 |
3.5 |
4.1 |
6.9 |
7.6 |
8.6 |
||
|
7.1 |
78.77 |
3.9 |
4.6 |
7.7 |
8.5 |
9.5 |
||
|
7.9 |
87.49 |
4.4 |
5.1 |
8.5 |
9.4 |
10.6 |
||
|
8.7 |
96.18 |
4.8 |
5.6 |
9.4 |
10.4 |
11.7 |
||
|
9.5 |
104.84 |
5.2 |
6.1 |
10.2 |
11.6 |
12.7 |
||
|
10.3 |
113.46 |
5.7 |
6.6 |
11.1 |
12.6 |
13.8 |
||
|
11.1 |
122.05 |
6.1 |
7.1 |
12.0 |
14.2 |
14.9 |
||
|
11.9 |
13062 |
6.6 |
7.7 |
12.8 |
14.2 |
15.9 |
||
|
12.7 |
139.15 |
7.0 |
8.2 |
13.7 |
15.1 |
17.0 |
||
|
14.3 |
156.11 |
7.9 |
9.2 |
15.4 |
17.0 |
19.2 |
||
|
15.9 |
172.95 |
8.8 |
10.2 |
17.2 |
18.9 |
20.7 |
||
|
Átmérő |
mm |
mm falvastagság |
Kg/m |
(mpa) Minimális próbanyomás |
||||
|
A L210 |
B L245 |
X42 L290 |
X46 L320 |
X52 L360 |
||||
|
42" |
1066.8 |
7.9 |
196.39 |
2.0 |
2.3 |
4.1 |
4.5 |
5.0 |
|
8.7 |
216.11 |
2.2 |
2.5 |
4.5 |
4.9 |
5.5 |
||
|
9.5 |
235.79 |
2.4 |
2.7 |
4.9 |
5.4 |
6.1 |
||
|
10.3 |
255.45 |
2.6 |
3.0 |
5.3 |
5.8 |
6.6 |
||
|
11.1 |
275.07 |
2.8 |
3.2 |
5.7 |
6.3 |
7.1 |
||
|
11.9 |
294.66 |
3.0 |
3.4 |
6.1 |
6.7 |
7.6 |
||
|
12.7 |
314.22 |
3.2 |
3.7 |
6.5 |
7.2 |
8.1 |
||
|
14.3 |
353.24 |
3.5 |
4.1 |
7.3 |
8.1 |
9.1 |
||
|
15.9 |
392.13 |
3.9 |
4.6 |
8.2 |
9.0 |
10.1 |
||
|
17.5 |
430.90 |
4.3 |
5.1 |
9.0 |
9.9 |
11.2 |
||
|
48" |
1219.2 |
8.7 |
259.66 |
1.8 |
2.1 |
3.7 |
4.1 |
4.6 |
|
9.5 |
283.35 |
2.0 |
2.3 |
4.1 |
4.5 |
5.1 |
||
|
10.3 |
307.01 |
2.1 |
2.5 |
4.4 |
4.9 |
5.5 |
||
|
11.1 |
330.63 |
2.3 |
2.7 |
4.8 |
5.2 |
5.9 |
||
|
11.9 |
354.23 |
2.5 |
2.9 |
5.1 |
5.6 |
6.3 |
||
|
12.7 |
377.79 |
2.6 |
3.1 |
5.4 |
6.0 |
6.8 |
||
|
14.3 |
424.82 |
3.0 |
3.4 |
6.1 |
6.8 |
7.6 |
||
|
15.9 |
471.73 |
3.3 |
3.8 |
6.8 |
7.5 |
8.5 |
||
|
17.5 |
518.51 |
3.6 |
4.2 |
7.5 |
8.3 |
9.3 |
||
|
54" |
1371.6 |
9.5 |
330.91 |
1.7 |
2.0 |
3.5 |
3.8 |
4.3 |
|
10.3 |
358.57 |
1.8 |
2.1 |
3.8 |
4.2 |
4.7 |
||
|
11.1 |
386.20 |
2.0 |
2.3 |
4.1 |
4.5 |
5.1 |
||
|
11.9 |
413.80 |
2.1 |
2.5 |
4.4 |
4.8 |
5.4 |
||
|
12.7 |
441.37 |
2.3 |
2.6 |
4.7 |
5.1 |
5.8 |
||
|
14.3 |
496.41 |
2.5 |
3.0 |
5.2 |
5.8 |
6.5 |
||
|
15.9 |
551.32 |
2.8 |
3.3 |
5.8 |
6.4 |
7.2 |
||
|
17.5 |
606.11 |
3.1 |
3.6 |
6.4 |
7.1 |
8.0 |
||
|
60" |
1524 |
9.5 |
378.70 |
1.5 |
1.7 |
3.0 |
3.4 |
3.8 |
|
10.3 |
410.38 |
1.6 |
1.9 |
3.3 |
3.6 |
4.1 |
||
|
11.1 |
442.04 |
1.7 |
2.0 |
3.6 |
3.9 |
4.4 |
||
|
11.9 |
473.66 |
1.8 |
2.2 |
3.8 |
4.2 |
4.7 |
||
|
12.7 |
505.26 |
2.0 |
2.3 |
4.1 |
4.5 |
5.1 |
||
|
14.3 |
568.35 |
2.2 |
2.6 |
4.6 |
5.1 |
5.7 |
||
|
15.9 |
631.31 |
2.5 |
2.9 |
5.1 |
5.6 |
6.6 |
||
|
17.5 |
694.15 |
2.7 |
3.2 |
5.6 |
6.2 |
7.0 |
||
|
72" |
1828.8 |
12.7 |
568.83 |
1.7 |
2.0 |
3.6 |
4.0 |
4.5 |
|
14.8 |
639.93 |
2.0 |
2.3 |
4.1 |
4.5 |
5.1 |
||
|
15.9 |
710.91 |
2.2 |
2.6 |
4.5 |
5.0 |
5.6 |
||
|
17.5 |
781.75 |
2.4 |
2.8 |
5.0 |
5.5 |
6.2 |
||
|
19.1 |
852.47 |
2.6 |
3.1 |
5.5 |
6.0 |
6.8 |
||
|
80" |
2032 |
14.3 |
711.52 |
1.8 |
2.0 |
3.7 |
4.1 |
4.6 |
|
15.9 |
790.50 |
2.0 |
2.3 |
4.1 |
4.5 |
5.1 |
||
|
17.5 |
869.36 |
2.2 |
2.5 |
4.5 |
5.0 |
5.6 |
||
|
19.1 |
948.09 |
2.4 |
2.8 |
4.9 |
5.4 |
6.1 |
||
|
88" |
2235.2 |
14.3 |
783.10 |
1.7 |
2.0 |
3.5 |
3.9 |
4.4 |
|
15.9 |
870.10 |
1.9 |
2.2 |
3.9 |
4.3 |
4.9 |
||
|
17.5 |
956.96 |
2.1 |
2.4 |
4.3 |
4.8 |
5.4 |
||
|
19.1 |
1043.70 |
2.3 |
2.6 |
4.7 |
5.2 |
5.8 |
||
|
95" |
2413 |
15.9 |
939.89 |
1.8 |
2.0 |
3.6 |
4.0 |
4.5 |
|
17.5 |
1033.78 |
2.0 |
2.2 |
4.0 |
4.4 |
5.0 |
||
|
19.1 |
1127.54 |
2.2 |
2.4 |
4.4 |
4.8 |
5.4 |
||
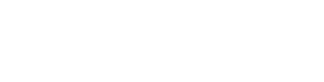
Az SSAW spirálhegesztett acélcső gyártási folyamata az alábbiak szerint van leírva:
Spirális acélcső gyártási folyamat: Ez egy spirálvarratú acélcső szalagacélból és nyersanyagként tekercselt lemezből, amelyet normál hőmérsékleten extrudálnak, és automatikus kéthuzalos kétoldalas merülő ívhegesztési eljárással hegesztenek.
1. A nyersanyagokat, nevezetesen a szalagacél tekercseket, tekercseket, hegesztőhuzalokat és folyasztószereket használatba vétel előtt szigorú fizikai és kémiai vizsgálatoknak kell alávetni.
2. Az acélszalag fejtől farokig tartó tompakötése egyhuzalos vagy kéthuzalos merülő ívhegesztést alkalmaz, az automatikus merülőíves hegesztést pedig javítóhegesztésre használják, miután acélcsövekbe hengerelték.
3.Alakítás előtt a szalagacélt kiegyenlítik, levágják, gyalulják, felülettisztítják, szállítják és előhajlítják.
4. Az SSAW spirálhegesztett acélcső elektromos érintkezési nyomásmérőt használ az olajhenger nyomásának szabályozására a szállítószalag mindkét oldalán, hogy biztosítsa a szalag zökkenőmentes szállítását.
5. Használjon külső vezérlést vagy belső vezérlőhengerformázást.
6. A hegesztési hézag-szabályozó eszközt annak biztosítására használják, hogy a hegesztési rés megfeleljen a hegesztési követelményeknek, és a csőátmérő, az eltolódás és a hegesztési hézag szigorúan ellenőrzött.
7. Mind a belső, mind a külső hegesztés az amerikai Lincoln elektromos hegesztőgépet használja egyhuzalos vagy kéthuzalos merülő ívhegesztéshez, hogy stabil hegesztési specifikációkat érjen el.
8. Minden hegesztett varrat online folyamatos ultrahangos automatikus hibaérzékelővel ellenőrzik, amely biztosítja a spirálhegesztések roncsolásmentes vizsgálatának 100%-os lefedettségét. Hiba esetén automatikusan riaszt és kiszórja a jelet, a gyártó dolgozói pedig ennek megfelelően bármikor módosíthatják a folyamat paramétereit, hogy a hibát időben kiküszöböljék.
9. Használja a levegős plazmavágó gépet az acélcső darabokra vágásához.
10. Az egyes acélcsövekre vágás után minden tétel első három acélcsövének szigorú első ellenőrzési rendszeren kell átesnie a mechanikai tulajdonságok, a kémiai összetétel, a hegesztési varratok fúziós állapotának, az acélcsövek felületi minőségének és a nem roncsolásos vizsgálat annak biztosítására, hogy a csőgyártási folyamat minősített legyen. Ezt követően hivatalosan is gyártásba kerülhet.
11. A hegesztési varraton folyamatos ultrahangos hibaérzékelő jellel rendelkező részt kézi ultrahangos és röntgensugaras újravizsgálatnak kell alávetni. Hiba esetén a javítást követően ismételten roncsolásmentes vizsgálatnak kell alávetni mindaddig, amíg meg nem bizonyosodik, hogy a hiba megszűnt.
12. Azokat a csöveket, ahol az acélszalag és a tekercslemezek tompavarratai metszik a spirálvarratokat, röntgen-TV-vel vagy filmmel vizsgálják.
13. Minden acélcső átment a hidrosztatikus nyomáspróbán, és a nyomás sugárirányban le van zárva. A vizsgálati nyomást és időt szigorúan ellenőrzi az acélcső víznyomás-mikroszámítógép-érzékelő eszköze, és a vizsgálati paraméterek automatikusan kinyomtatják és rögzítik.
14. A csővéget mechanikusan megmunkálják, hogy pontosan szabályozzák a végfelület függőlegességét, a ferde szöget és a tompa élt.
Méretek: acélcső külső átmérője, falvastagság, ellipticitás, görbület, csővég függőlegessége.
Hossz megjelenési minősége: hegesztési megerősítés, eltolódás, acélcső felület, leválás, zárványok, hegesztési hibák megítélése.
Kémiai összetétel: vizsgálati eljárások, például hegesztett kötés szakítószilárdsági vizsgálata, hidrosztatikus nyomáspróba, savas maratási teszt, roncsolásmentes vizsgálat stb.
Az SSAW spirálhegesztett acélcsövet széles körben használják hosszú távú olaj- és gázvezeték-projektekben, például a Nyugat-Kelet gázszállítási projektben országomban, és ezek a fő csőanyagok a hosszú távú olaj- és gázvezeték-projektekben az én országomban. . Széles körben használják a földgáz-, kőolaj-, vegyiparban, villamosenergia-, hő-, vízellátásban és vízelvezetésben, gőzfűtésben, nyomás alatti acélcsövekben vízerőművekhez, hőenergia-termelésben, építőiparban, hajógyártásban, gépgyártásban, kazángyártásban, vízforrásokban és egyéb távolsági szállító csővezetékek és cölöpök, kotrások, Mérnöki területek, például hidak és acélszerkezetek.











